
Still in Taipei...
Seasonic’s R&D team is split into two – with the “lifers” mostly making up one, working on evolving traditional topologies and analogue power handling techniques, as component qualities progress and prices drop affording new levels of efficiency and power stability. In the other, across the street (note the deliberate physical separation), the second team is allowed a little more freedom of experimentation. Seasonic was keen subtly to note that evolution not revolution was key to its business, despite the fact that in my mind, without revolutionary advances how can one company set itself apart from others?Again, Seasonic brought back the “quality” argument: work with what you know, then you can manage the outcome, minimise RMA and better work the brand message. Since power supply topology is almost impossible to patent, short of investing in the development of a custom IC to do something unique (if it’s even possible or necessary), evolution has been determined as the best method of approach.
While a company with a single objective: AC-DC power supplies, Seasonic balances its industry in four areas: industrial PCs and servers, open frame PSUs, Telecom and Networking, digital appliances like notebooks and TFTs, and most recently, retail PC PSUs. On one hand, it’s difficult to specialise in any set area, especially with a respectfully small central operation compared to that of Delta Electronics. However Seasonic was keen to emphasise it takes on as much work as it needs to (must be nice!) and seeks opportunity within what it knows and has developed already (and no doubt, who it knows as well – after 30+ years the company is no doubt well connected).
...and getting to the Factory


An RMA test bench facility. Anyone recognise the PSU? Click to enlarge
After taxi-plane-boat-company car from Taipei to DongGuan (then later 4x4-company car-taxi-plane-taxi home!) and finally getting to the first of two factories, it’s apparent from very early on the tour that the level of that quality control (QC) orchestrated by the CEO boarders on OCD. It gets to the point at the end where I’m playing “spot the QC area/person” in my head because there wasn't a case when I walked more than ten feet before seeing another. It would make a great drinking game.


An environmental chamber and more RMA test stations. Click to enlarge



Click to enlarge
On the left is a drop test machine, while in the centre is the environmental storage area for sensitive components. On the right, in pink is the factory manager, M. H. Yu, talks to Walter Sun, Sales Director at Seasonic.


The main component storage areas. Click to enlarge
Goods come in – QC check – storage – auto-insertion – visual check (QC) – manual insertion – physical test (QC) – wave solder – manual solder – touch up/repair (QC) – function test (QC) – case assembly (with wiring) – visual inspection (QC) – burn in test – Hi-Pot and ground test – functionality test – final assembly – visual inspection (QC) – packing – OQC – storage before delivery.
That’s 11 stages of quality control and testing for just 21 production stages – 50 percent of which is catching problems early and addressing them, making the theoretical chance something slips through the net very small. So, yes, very impressive on the surface: anyone can tell us that they check a product a lot and that makes it good, but it’s the little touches, right? Let me explain:
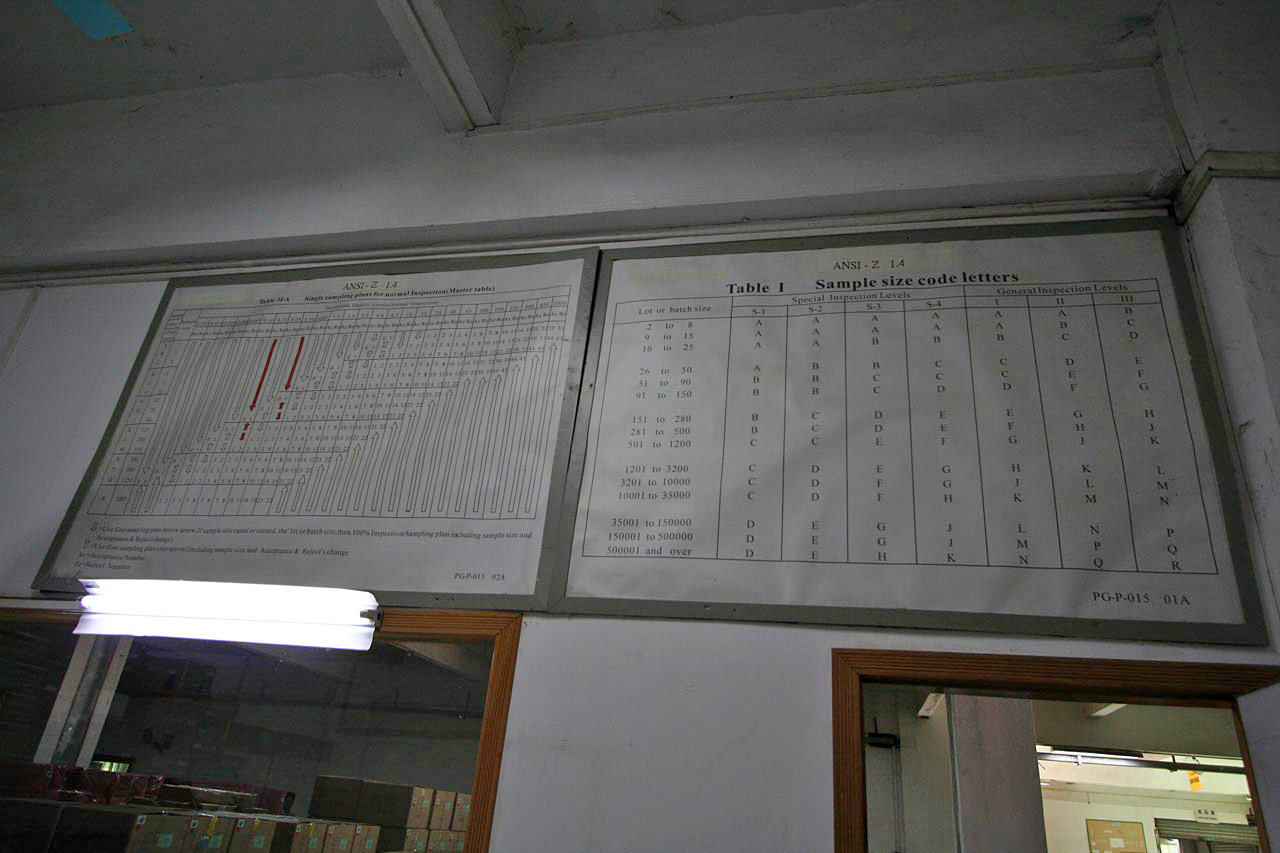

Random testing sample size chart depends on what product class, and in-process PCBs are stacked apart to prevent rubbing against each other. Click to enlarge
The component hardware comes in and its inspected then assigned a place in standard storage or environmentally controlled storage. The components sensitive to the high humidity and heat goes in the controlled area, and both are assigned to a section relative to the month it arrived. No stock is kept more than six months, to make sure there are no festering bits in the back corner that could be pulled out years later.


Click to enlarge
The six different colours represent six consecutive months of storage. On the right, inside the environmentally controlled storage area.







MSI MPG Velox 100R Chassis Review
October 14 2021 | 15:04

Want to comment? Please log in.